VALIDATION DE CONCEPT D'UN SYSTÈME DE FILTRATION POUR LA CLARIFICATION DE LA LIQUEUR DE FIN DE CIRCUIT D'UNE USINE D'ENLÈVEMENT DE SÉLÉNIUM (LF7)
PROBLÉMATIQUE
Une usine d’enlèvement de sélénium prévoit de traiter un minerai qui serait plus riche en sélénium. L’usine traite une suspension aqueuse de sélénium et autres précipités contenant de l’acide sulfurique. La concentration en sélénium total peut varier entre 4 et 20 ppm (50 ppm maximum). Le sélénium en solution est précipité afin d’être capté sous forme de boues.
L’usine souhaite se doter d’un procédé de filtration robuste permettant de prendre en charge des hausses de concentration en sélénium total et d’obtenir un filtrat dont la concentration en sélénium total est inférieure à 3,5 ppm en tout temps.
STS Canada a été mandatée dans le but de réaliser la sélection et l’ingénierie de préconcept d’une technologie de traitement de la liqueur de fin de circuit de l’usine d’enlèvement de sélénium.
DÉFI TECHNOLOGIQUE
La concentration en sélénium total doit être inférieure à 3,5 ppm en tout temps. Lorsque la concentration en sélénium total est supérieure à 3,5 ppm, les espèces en solution sont alors précipitées. Les espèces précipitées ont une distribution granulométrique très fine allant de 0,1 à 10 µm, avec plus de 30% des espèces en suspension qui sont de taille submicronique.
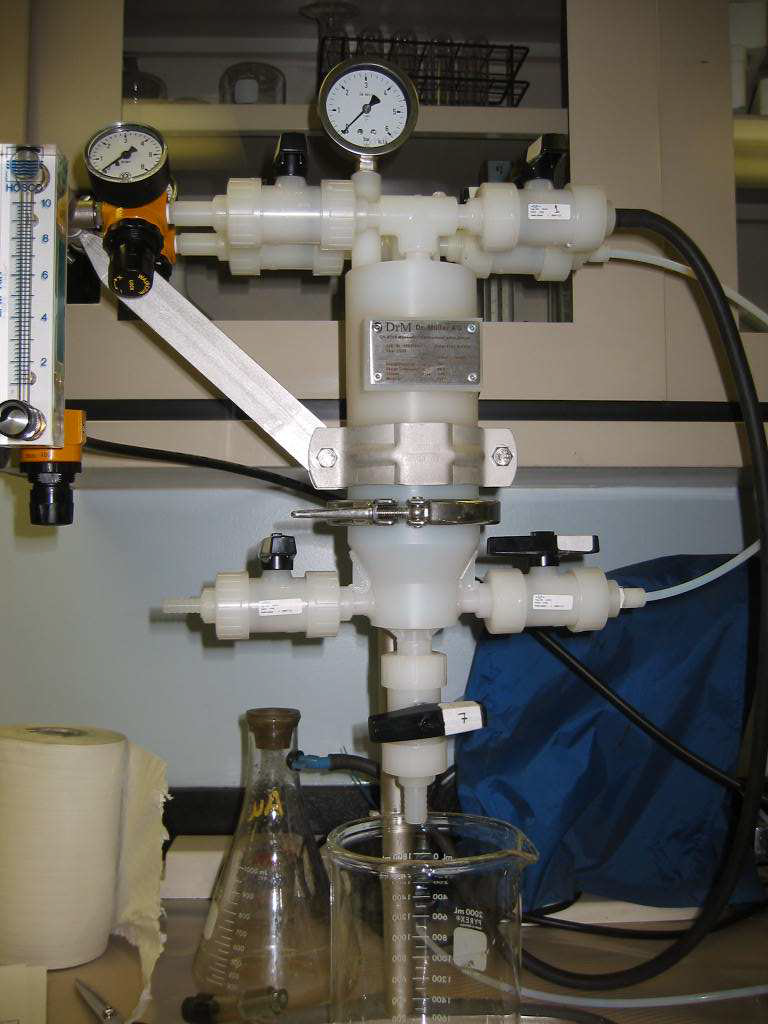
Il est alors nécessaire d’évaluer des technologies de filtration permettant d’obtenir un filtrat clair dont la concentration en sélénium total est inférieure à 3,5 ppm en tout temps. Les essais de filtration ont dû être réalisés directement sur site, car les propriétés physico-chimiques de la pulpe à filtrer évoluaient rapidement (en moins de 24 heures). Par ailleurs, au niveau des contraintes chimiques à respecter, des phénomènes de post-précipitation peuvent avoir lieu lors de la filtration, ce qui a pour effet d’induire un colmatage prématuré des médias filtrants.
Les étapes de validation des différents concepts technologiques avec le client se sont avérées extrêmement importantes pour le choix de la solution finale. Une contrainte importante était l’intégration de ces nouveaux équipements dans une usine existante. Il était donc primordial d’identifier l’espace disponible et de développer un arrangement général en conséquence tout en considérant les équipements en amont ou en aval de l’unité de filtration, le type d’opération, l’automatisation et l’entretien.
SOLUTIONS PROPOSÉES
L’approche développée pour identifier les considérations techniques du système et la bonne participation des différents intervenants dans ce processus ont permis de faciliter la collecte de données préliminaires du projet. Les caractéristiques de la pulpe à traiter, ainsi que les considérations du système ont permis de définir les critères de design afin de faire la sélection de technologie pour la séparation solide-liquide.
Les essais de filtration en laboratoire ont permis de tester plusieurs types d’adjuvants ou aides filtrants permettant de retenir les espèces précipitées.
RÉSULTATS
Lors des tests en laboratoire, l’utilisation d’une précouche d’adjuvant a permis d’atteindre un filtrat dont la concentration en sélénium total est inférieure à 0,3 ppm, ce qui est bien au-delà de l’objectif déterminé par le client. L’adjuvant sélectionné est celui qui a permis d’avoir un taux de filtration le plus élevé, et donc un filtre de plus petite taille.
Au final, l’utilisation d’une précouche d’adjuvant couplée à un filtre pression a permis d’obtenir un filtrat rencontrant les exigences en termes de concentration en sélénium total, et ce en tout temps, ainsi que des boues sélénifères avec un taux d’humidité bas afin de réduire les frais de disposition.
SECTEUR
Fonderie de zinc
Usine hydrométallurgique
Système d'enlèvement du sélénium
Traitement de liqueur de procédé
Filtration pression
NIVEAU D'INTERVENTION
Ingénierie de préconcept